
若您需订购圆柱齿轮减速机,或订购本公司配件请登陆我们的网站:www.txjsj82.com
销售服务热线:0523-87920287 87921086
公司传真:0523-87921086
公司地址:泰兴市泰兴镇姚王
E-mail:28344966@qq.com
如何调整减速机齿轮啮合
发布时间:2017-11-16 23:17:00 点击:
圆柱齿轮减速机2017-11-16讯
大家在维修齿轮减速机的时候,如何调整一对齿轮的啮合呢?想必大家都遇到过这个难题,下面就为大家介绍一下:

一对齿轮在正常啮合运转条件下,齿面上实际接触区域的部分,习惯叫做“接触区”,又叫“接触斑点”。齿面接触区的形状、大小和位置,对齿轮的平稳运转、使用寿命和噪音有直接的影响,因此齿面接触区是齿轮啮合质量的重要标志之一。在减速设备行业,齿轮减速机在零部件组装时,经常出现齿轮的啮合接触斑点不合格的现象,如啮角问题,大部分是由于箱体加工时各轴承孔存在累积误差导致同心度或中心距偏差,也有其他因素,解决接触斑点不合格的问题,一般有两种方法:一是返修箱体,重新镗轴承孔,但由于箱体已经成型,二次装夹校调的难度大,返修成本比较高;二是普通的修复方法,依靠工人的经验积累,根据实际接触斑点情况,先将零件拆卸上成型磨根据经验磨掉0.05~0.1mm,再重新啮合看斑点情况,如此反复直至斑点合格,此方法不仅耗时长,且零件和轴承反复拆卸容易出事故,更容易导致修复量过大出现侧隙偏大的问题。以上两种方式都具有局限性,不能满足现今的使用需求。
以下将跟大家一起分享一种比较常见的高效提高齿轮啮合斑点的方法。
工作原理:
两个齿轮啮合,在主动轮上涂薄膜涂料,啮合后出现接触斑点不合格,用白色贴纸胶在被动轮无接触斑点位置,左右齿面都要贴,然后再进行啮合吃色,直至纸上渐开线部分全部覆盖接触斑点,再将贴纸取下用千分尺测量贴纸的厚度,根据厚度和齿宽数据,用三角函数计算出修复量和螺旋角变动数据,再将数据输入成型磨进行修磨。
适用范围:
上述方案仅适用于圆柱齿轮啮合斑点的调整。
技术方案:
1)主动轮齿面和从动轮齿面啮合,在主动轮上涂薄膜涂料,沿主动轮圆周方向每隔120度给一个齿涂薄膜涂料,共涂3个齿,啮合后观察接触斑点是否合格,从动轮接触区齿面上是否有薄膜涂料,接触斑点是否存在浮动现象。
2)用白色贴纸胶在从动轮齿面沿齿长方向的无啮合接触斑点位置,齿高方向要贴在渐开线部分,即啮合区域,然后再进行啮合吃色,直至纸上渐开线部分全部覆盖啮合接触斑点。
3)将贴纸取下用千分尺测量贴纸的厚度,根据厚度计算出修复量和螺旋角变动数据,再将数据输入成型磨进行修磨齿面。
其中,贴纸厚度为δmm,齿宽为B位mm,则修复量为两面各磨去磨量δmm,螺旋角变动量为arctan(δ/B)mm,同时根据主动轮的旋转方向判断螺旋角是增大还是减小。
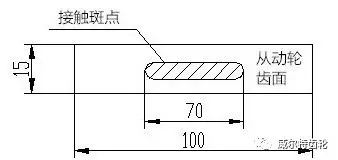
如图1~3所示,假设主动轮为左旋,齿宽为100mm,从右侧看假定主动轮逆时针旋转,通过图2方式贴纸厚度0.2mm后配磨从动轮使接触斑点达到图3状态,则计算结果为螺旋角减小arctan(0.2/100)=0.11459°,修磨的量为0.2mm。
成型磨是一种数控磨齿设备,事先校调好零件,再设定好磨齿程序及可按照程序加工出成型齿形,修复接触斑点的第三步为成型磨根据计算得出的“修复量和螺旋角变动数据”,输入到磨齿程序中,按修改后的程序进行修复,即可修复接触斑点如图3所示,完成修复过程。
所述的薄膜涂料俗称红丹粉,由四氧化三铅组成。
所述的贴纸厚度δ小于0.4mm,否则会影响修磨后接触斑点的位置及啮合间隙,加快齿轮磨损。
有益效果:
与现有技术相比,文章中的齿轮减速机装配时齿轮啮合接触斑点不合格的修复方法只需要一次简单的试验便能精确计算出齿厚减薄量和螺旋角的参数变动量,不仅计算、操作简单,而且降低了修复的成本和人工成本,适宜在生产运作中推广应用,具备很好的实用性。
附图说明:
图1是齿轮减速机装配时齿轮啮合接触斑点不合格的图片;
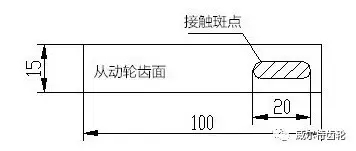
图2是针对齿轮啮合接触斑点不合格时贴纸位置的图片;
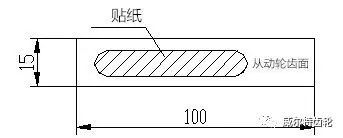
图3是齿轮啮合接触斑点不合格通过贴纸配磨后接触斑点的图片。
[本文观点非特殊说明,均有泰兴减速机-圆柱齿轮减速机整理原创所得,(转载必究)如要转载请保留相应的源地址,尊重他人劳动成果]
| © 2012 txjsj82.com All Rights Reserved | 主要产品:圆柱齿轮减速机 齿轮减速机 | 销售服务热线:0523-87920287 87921086 |
友情连接: 广州无缝管 太阳能路灯报价 液压冲床 脉冲布袋除尘器 磁悬浮轴承 车牌识别 工业冷水机组 桥架 吸尘车 摆线针轮减速机 广州搬家公司 液压机价格 搅拌站 热风循环烘箱 篮球架厂家 汗蒸房 玉米秸秆粉碎机 无锡养老院 除湿机 钢格栅板 不锈钢反应锅 圆瓶贴标机 波纹补偿器 密炼机 防爆空调 粉皮加工机器 海天注塑机 玻璃棉板 采光瓦 涂层机 螺旋锥减速机 网站地图 xml 备案号:苏ICP备13061357号-12